
我们的无缝钢管_地质管的简单介绍视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:无缝钢管_地质管的简单介绍的图文介绍

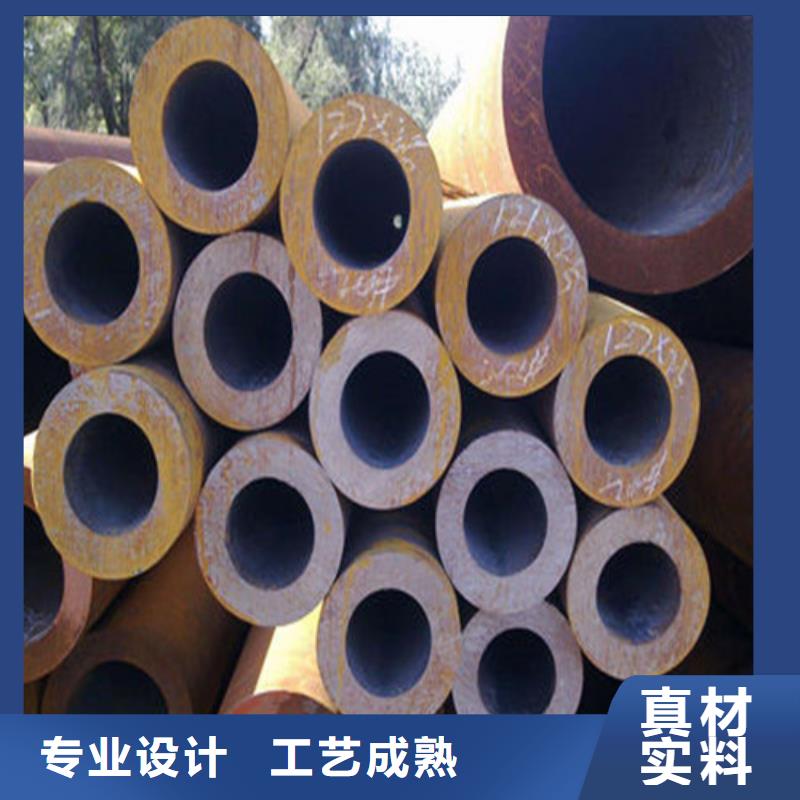
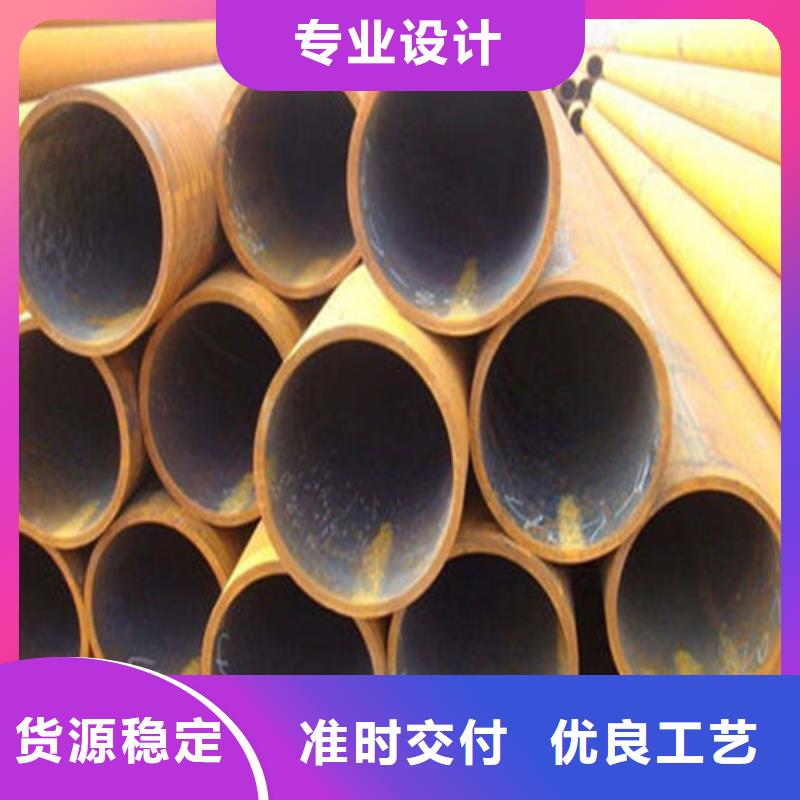
美国《普林斯顿报告》和我国石化等各个行业的实践为我们钢管业发展方向树立了一种观察标杆,启示我们:中国今后发展无缝钢管和发展焊管都应当向技术高层次方向发展。无缝化钢管依据成型方式不同分为无缝钢管、焊接钢管和热扩管等几类。无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、产量低、耗能大、成本高、长度10米左右且非定尺,另外一个重要特征是所有钢管均有偏壁现象,即壁厚不均匀,偏差较大。 焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。


准中内毛刺的残留高度大致上规定了两档精度: 档(O.127mm;第二档0.254mm)。焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。 碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2mm以内,甚至0.1mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理



工艺的限制,太细的管子是热轧做不出来的。 只能通过冷拔的方法生产!比如60mm以下的管材!热轧方矩管由于是穿孔制作而成!生产时只能定管子的外径!所以管壁的厚度是有偏差的,也就是说穿孔时,做不到一点不偏正好穿到管丕的正中心!稍微有一点偏差,管子的厚度就会偏壁!冷拔方矩管由于做了一步深加工!其管壁相对于热轧管来说是比较均匀的!偏壁较小!但还是有,因为用作冷拔的原管就有偏壁!对镀锌方矩管进行保管的时候 是有独立的仓库,通风没有雨水。应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。 在场地上要杂草及一切杂物,保持钢材干净。在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分


定位:“ 江西九江石油管和 江西九江石油管解决方案的服务商。
使命:“提供前沿的 江西九江石油管,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。



